Что такое поворотный привод, каковы его классификация и области применения?
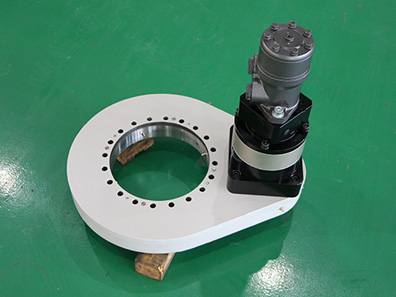
Поворотный привод представляет собой поворотно-редукторный механизм со встроенным источником движущей силы. Опорно-поворотное устройство используется как основная трансмиссионная часть и приспособление к механизму. Его суть – двигатель на постоянных магнитах с большим крутящим моментом. Этот продукт также называется поворотным редуктором, поворотным приводом. По сравнению с традиционными поворотными устройствами, он прост в установке, прост в обслуживании и в большей степени экономит место для установки. Он в основном используется в тележках с балкой, летательных аппаратах, промышленных роботах, фотоэлектрической энергии, ветровой энергии, захватах строительной техники и т. Д.
Что такое поворотный привод
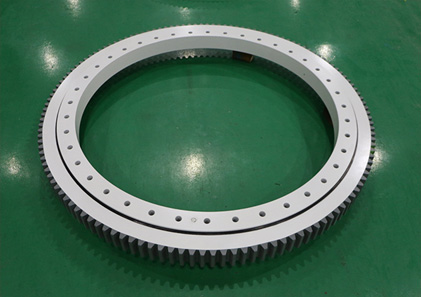
Поворотное приводное устройство также называется поворотным редуктором, зубчатым редуктором, поворотным редуктором, поворотным механизмом и парой поворотных приводов. Все они представляют собой редукторы, которые используют поворотные подшипники в качестве основной опоры, а вспомогательный источник привода использует шестерни или червяки в качестве приводных частей для достижения функций замедления и полного вращения. В состав поворотного привода в основном входят шестерни (или червяки), поворотные подшипники, двигатели, корпуса и основания. Поворотный привод можно в основном разделить на поворотный привод с одним червячным приводом, поворотный привод с двойным червячным приводом и специальный тип поворотного привода.
Классификация приводов поворота

1. Классификация по форме передачи
В соответствии с формой переменной передачи поворотного привода, его можно разделить на поворотный привод с зубчатой передачей и поворотный привод с червячной передачей, унаследовав характеристики зубчатой передачи и червячной передачи. Эти два поворотных привода могут быть адаптированы для средне-высоких и низких скоростей соответственно. Что касается грузоподъемности, характеристики червячной передачи лучше, чем у зубчатой передачи, и когда используется червячная передача с огибающей, ее грузоподъемность, антидеформационная способность и жесткость трансмиссии дополнительно улучшаются, но червячная передача Тип поворотного привода более эффективен с точки зрения КПД. В отличие от поворотного привода зубчатого типа, поворотный привод зубчатого типа делится на поворотный привод с прямым зубом, поворотный привод с косозубыми зубьями и поворотный привод со спиральным корпусом.
2. Классификация по открытости привода поворота.
По степени открытости передаточного механизма поворотного привода поворотный привод можно разделить на открытый и закрытый. Как правило, открытая структура в основном используется в приложениях, где окружающая среда слишком суровая, а цикл обслуживания и обслуживания короткий. Открытая конструкция удобнее для деталей. Осмотр, техническое обслуживание и ремонт продукта также более удобны для замены. Однако замкнутая конструкция может обеспечить более длительный жизненный цикл обслуживания в тех случаях, когда условия окружающей среды не сильно изменились, а уровень загрязнения окружающей среды ниже среднего уровня.
3. Классификация по тяговому усилию.
В зависимости от типа работы конструкции поворотного привода его можно разделить на легкий поворотный привод, средний поворотный привод и тяжелый поворотный привод. В зависимости от мощности, размера, собственного веса поворотного привода и его применения в различных областях и на различных машинах для достижения своих собственных функций поворотный привод для легких режимов работы имеет малый вес, а его возможности по нагрузке и замедлению подходят для работы на высоких скоростях (≥ 10 об / мин), вибрация, ударные нагрузки и т.д. -скоростной (≤3 об / мин), тяжелые и непостоянные рабочие условия.
4. Классификация по структуре приводного состава.
По составу приводного устройства он делится на привод вертикальный и привод горизонтального поворота. Вертикальный поворотный привод означает, что тяговый двигатель и ходовое колесо расположены вертикально, а тяговый двигатель находится вертикально над ходовым колесом. Преимущества: малый радиус вращения, высокий уровень защиты, удобство обслуживания и т. Д., Но высокая стоимость изготовления; Горизонтальный привод означает, что тяговый двигатель и ходовое колесо параллельны, а тяговый двигатель в основном соосен с подвижным колесом и расположен горизонтально. Он имеет преимущества компактной конструкции, простоты и небольшой монтажной высоты.
Применение поворотного привода

Поняв, что такое поворотный привод, давайте рассмотрим его конкретное применение. Редуктор поворота можно использовать в случаях, когда требуется полное вращение и регулируемая скорость. Когда необходимо добиться большей передачи крутящего момента, более точной передачи движения или выбора механизма с компактной структурой корпуса и более высокими требованиями к интеграции, поворотный привод является хорошим решением.
1. Сфера лучевых транспортных средств.
В основных компонентах традиционного поворотного узла тележки с балкой в основном используются традиционные изделия с поворотными кольцами. По сравнению с поворотным приводом поворотное кольцо не имеет внешней оболочки, и его коррозионная стойкость не идеальна, и для управления колесами используются гидроцилиндры. Что касается системы, диапазон углов поворота шины также сильно ограничен. Выбор поворотного приводного устройства в качестве поворотного компонента может не только улучшить коррозионную стойкость компонента, но также увеличить угол поворота каждой группы шин.
2. Сфера автовышки.
Автовышки – важная область применения поворотного привода. Как правило, высотные рабочие грузовики требуют, чтобы хозяин имел более высокий коэффициент безопасности. Высокая безопасность поворотного привода (самоблокировка червячных передач) – большинство пользователей выбирают его в качестве аксессуара для подъемных рабочих платформ. С другой стороны, червячная передача имеет большее передаточное отношение, поэтому при одновременном повышении коэффициента безопасности В главном двигателе можно не использовать набор червячных редукторов для главного двигателя, тем самым снижая стоимость изготовления главного двигателя.
3. Сфера производства фотоэлектрической энергии.
Фотогальваническое производство энергии – важная область применения поворотных приводов. Солнечные фотоэлектрические модули с поворотным приводом в качестве вращающейся части могут точно регулировать угол поворота и угол возвышения хоста в соответствии с различным положением солнца в течение дня. Солнечные батареи всегда в хорошем состоянии. Угол приема.
4. Производство энергии ветра
Подобно фотоэлектрической генерации энергии, поворотный привод может быть применен к рыскающей части ветрогенератора, чтобы реализовать горизонтальное вращение механизма на 360 °, чтобы лучше регулировать угол приема.
5. Сфера когтей строительной техники.
Вспомогательное оборудование для строительной техники – это новая область применения поворотного привода. Поворотный привод используется в качестве кулачка вращающегося механизма, что делает конструктивную структуру более лаконичной, что делает ее более удобной в использовании и обслуживании. В то же время червячный привод имеет большее передаточное число, что приводит к появлению когтей и т. Д. Точность позиционирования вспомогательных средств строительной техники также значительно улучшена.
6. Область промышленных роботов.
Благодаря компактной конструкции и короткой приводной цепи поворотный привод легче достичь более высокой точности и легче осуществлять цифровое управление, поэтому он также широко используется в области промышленных роботов. В последнее время роботы, созданные на основе AGV (мобильных роботов), роботов для точечной сварки, сварочных роботов, роботов для дуговой сварки, роботов для лазерной обработки, вакуумных роботов, чистых роботов и других разновидностей, используются в поворотных приводах.