
Why should the slewing bearing be annealed?
Why should slewing bearings be annealed? In fact, annealing of slewing ring bearings is a process of bearing heat treatment. Generally, the bearing metal is heated to a certain temperature and kept for a period of time, and then the metal is cooled at a suitable speed. This method improves the toughness of the bearing steel. , Reducing bearing hardness and residual stress can reduce the probability of deformation and cracks, and enhance the stability of bearing materials.
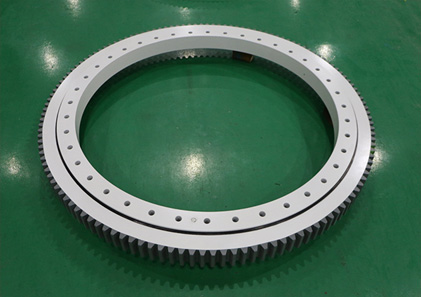
Why should the slewing bearing be annealed?
There may be three reasons for the purpose of annealing the slewing bearing:
1. The annealing process can reduce the hardness of the bearing steel, improve the plasticity, and facilitate the later cutting and deformation processing.
2. Annealing can refine the grains of bearing materials, eliminate structural defects caused during bearing casting, forging, and welding, and uniform the structural structure and steel composition of the steel, which can improve the performance of the steel and prepare for the later heat treatment.
3. The annealing process can eliminate the internal stress in the steel and prevent or reduce the possibility of deformation and cracking of the bearing. In one case, the annealing process is not only for metal materials but also for annealing of non-metal materials. After understanding why slewing bearings should be annealed, the following editor will introduce the types of annealing processes for slewing bearings. In fact, there are many types of annealing processes, and different steel structures are suitable for different processes.
Annealing process type of slewing bearing
1. Recrystallization annealing
Recrystallization annealing is also called full annealing, which is an annealing process in which iron-carbon alloys are austenitized and then slowly cooled or close to equilibrium. The heating temperature of carbon steel is generally Ac3+ (30~50℃); alloy steel is Ac3+ (500~70℃); the holding time depends on the type of steel, the size of the workpiece, the amount of furnace installed, the selected equipment model, etc. The factors are determined. In order to ensure that the undercooled austenite undergoes the pearlite transformation, the cooling of the recrystallization annealing must be slow, and the furnace is cooled to about 500°C and then air-cooled.
This annealing process is mainly used for hypoeutectoid steels, generally medium-carbon steel and low- and medium-carbon alloy structural steel forgings, castings and hot-rolled sections, and sometimes also used for their welding components; it is not suitable for hypereutectoid steels, Because the recrystallization annealing of hypereutectoid steel needs to be heated to above Acm, during slow cooling, cementite will precipitate along the austenite grain boundary and present a network distribution, which will increase the brittleness of the material and leave hidden dangers for heat treatment.
2. Uniform annealing
Uniform annealing is also called diffusion annealing, in order to reduce the segregation of the chemical composition of metal castings or forging billets and the unevenness of the structure. It is heated to a high temperature, maintained for a long time, and then slowly cooled to homogenize the chemical composition and structure. Purpose of annealing process. The heating temperature of homogenization annealing is generally Ac3+ (150~200℃), that is, 1050~1150℃, and the holding time is generally 10~15h to ensure the full progress of diffusion and the purpose of eliminating or reducing the uneven composition or organization. Because the heating temperature of diffusion annealing is high, the time is long, and the crystal grains are coarse, for this reason, recrystallization annealing or normalizing is performed after diffusion annealing to re-fine the structure.

3. Incomplete annealing
Partial annealing is an annealing process in which the iron-carbon alloy is heated to a temperature between Ac1 and Ac3 to achieve partial austenitization, followed by slow cooling. Partial annealing is mainly suitable for medium and high carbon steel and low alloy steel forgings, etc. Its purpose is to refine the structure and reduce the hardness. The heating temperature is Ac1+ (40-60) ℃, and the temperature is slowly cooled after heat preservation.
4. Stress relief annealing
One of the key reasons why slewing bearings should be annealed is the annealing process in order to eliminate the residual stress caused by plastic deformation processing, welding, etc. and the residual stress in the casting. There are internal stresses in the workpiece after forging, casting, welding and cutting. If it is not eliminated in time, the workpiece will be deformed during processing and use, which will affect the accuracy of the workpiece. It is very important to use stress relief annealing to eliminate internal stress generated during processing.
5. Isothermal annealing
Isothermal annealing is to heat the steel or blank to a certain temperature and keep it for a period of time, and then quickly cool it to a certain temperature in the pearlite temperature range and keep it isothermally, so that the austenite is transformed into a pearlite structure, and then in the air Cooling annealing process. This process is suitable for medium carbon alloy steel and low alloy steel, and its purpose is to refine the structure and reduce the hardness. The heating temperature of hypoeutectoid steel is Ac3+(30~50)℃, and the heating temperature of hypereutectoid steel is Ac3+(20~40)℃. Keep it for a certain period of time, and then perform isothermal transformation with furnace cooling to slightly lower than Ar3 temperature, and then air cooling out of the furnace . The isothermal annealing structure and hardness are more uniform than recrystallization annealing.
6. Spheroidizing annealing
Spheroidizing annealing is an annealing process to spheroidize carbides in steel. Heat it to 20-30°C above Ac1, keep it for a period of time, and then slowly cool it to obtain a structure of spherical or granular carbides uniformly distributed on the ferrite matrix.
Spheroidizing annealing is mainly used for hypereutectoid steel and alloy tool steel (such as cutting tools, measuring tools, molds, bearings and other steel grades). The main purpose is to reduce the hardness, improve the machinability, and prepare for later quenching. There are many spheroidizing annealing process methods, and the two commonly used processes are ordinary spheroidizing annealing and isothermal spheroidizing annealing. Compared with ordinary annealing methods, spheroidizing annealing can not only shorten the cycle, but also make the spheroidized structure uniform, and can strictly control the hardness after annealing.
7. Recrystallization annealing
Recrystallization annealing is also called intermediate annealing. It is a heat treatment process in which the cold-deformed metal is heated to a temperature above the recrystallization temperature and kept for an appropriate time to recrystallize the deformed grains into uniform equiaxed grains to eliminate deformation strengthening and residual stress. .
The above is an introduction to the reasons why slewing bearings should be annealed, which also includes the types of annealing processes and their respective characteristics and process introductions. I hope to help everyone have a clearer understanding of the annealing process.

