¿Qué es un accionamiento giratorio, cuáles son su clasificación y áreas de aplicación?
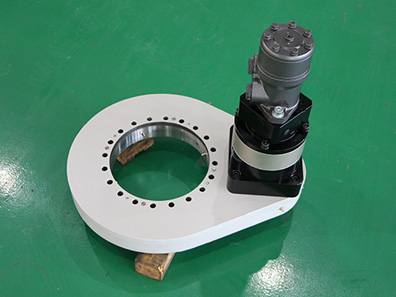
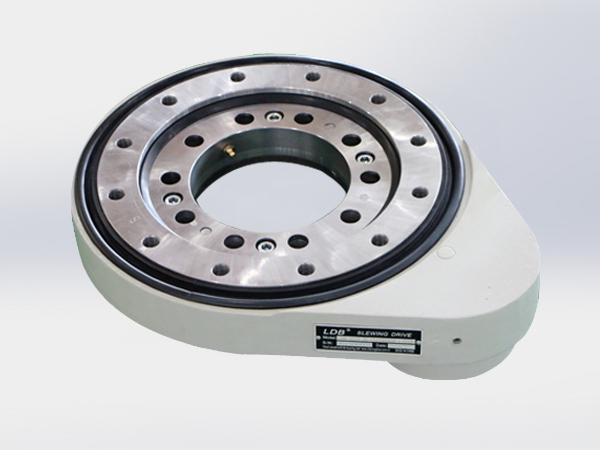
El accionamiento de giro es un mecanismo de reducción de giro con una fuente de alimentación de accionamiento integrada. El anillo de giro se utiliza como parte principal de la transmisión y como accesorio del mecanismo. Su esencia es un motor de imán permanente con un gran par. Este producto también se denomina reductor giratorio, accionamiento giratorio. En comparación con los productos giratorios tradicionales, es fácil de instalar, fácil de mantener y ahorra espacio de instalación en mayor medida. Se utiliza principalmente en camiones con vigas, vehículos de trabajo aéreo, robots industriales, generación de energía fotovoltaica, generación de energía eólica y garras de maquinaria de construcción, etc.
¿Qué es un accionamiento giratorio?
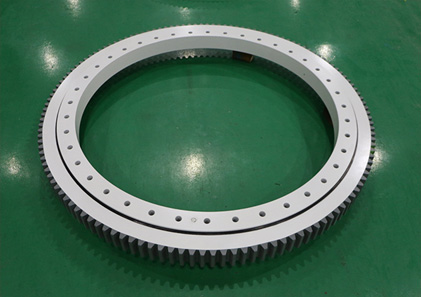
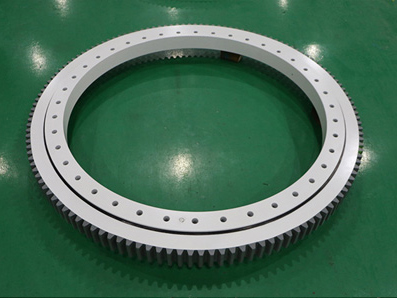
El dispositivo de accionamiento de giro también se denomina reductor de giro, reductor de engranajes, reductor de plataforma giratoria, mecanismo de giro y par de accionamiento de giro. Todos son tipos de reductores que utilizan cojinetes giratorios como soporte principal, y la fuente de impulsión auxiliar utiliza engranajes o tornillos sinfín como piezas impulsoras para lograr funciones de desaceleración y rotación de círculo completo. La composición del mecanismo de giro incluye principalmente engranajes (o tornillos sin fin), cojinetes de giro, motores, carcasas y bases. La unidad de giro se puede dividir básicamente en una unidad de giro de un solo tornillo sin fin, una unidad de giro de doble tornillo sin fin y un tipo especial de unidad de giro.
Clasificación de accionamientos giratorios

1. Clasificación según la forma de transmisión
De acuerdo con la forma de transmisión variable de la transmisión giratoria, se puede dividir en transmisión giratoria de engranajes y transmisión giratoria de tornillo sin fin, heredando las características de transmisión por engranajes y engranaje helicoidal. Estos dos accionamientos giratorios se pueden adaptar a aplicaciones de velocidad media-alta y baja respectivamente. En términos de capacidad de carga, el rendimiento del tipo de tornillo sin fin es mejor que el del tipo de diente, y cuando se adopta la transmisión de tornillo sin fin, su capacidad de carga, capacidad anti-deformación y rigidez de transmisión se mejoran aún más, pero el engranaje sinfín El tipo de accionamiento giratorio es más eficiente en términos de eficiencia. Inferior a la transmisión de giro de tipo engranaje, la transmisión de giro de tipo engranaje se divide en una transmisión de giro de tipo de diente recto, una transmisión de giro de tipo de diente helicoidal y una transmisión de giro de tipo voluta.
2. Clasificación según la apertura del mecanismo de giro.
De acuerdo con la apertura del mecanismo de transmisión de la transmisión de giro, la transmisión de giro se puede dividir en abierta y cerrada. Generalmente, la estructura abierta se utiliza principalmente en aplicaciones donde el entorno es demasiado severo y el ciclo de mantenimiento y mantenimiento es corto. La estructura abierta es más conveniente para las piezas. La inspección, el mantenimiento y el mantenimiento del producto también son más convenientes para su reemplazo. Sin embargo, la estructura cerrada puede proporcionar un ciclo de vida de mantenimiento más largo en ocasiones donde las condiciones ambientales no han cambiado mucho y el nivel de contaminación ambiental está por debajo del nivel medio.
3. Clasificación según la potencia motriz
Según el tipo de funcionamiento de la estructura del accionamiento de giro, se puede dividir en accionamiento de giro ligero, accionamiento de giro medio y accionamiento de giro pesado. De acuerdo con la potencia, el tamaño, el peso muerto y la aplicación del accionamiento de giro en diferentes campos y máquinas para lograr sus propias funciones, el accionamiento de giro de servicio liviano es liviano y sus capacidades de carga y desaceleración son adecuadas para alta velocidad (≥ 10 rpm), vibraciones, cargas de impacto, etc. Condiciones de trabajo: el accionamiento de giro de tamaño mediano es adecuado para altas velocidades (≥10 rpm), vibraciones, cargas de impacto y otras condiciones de trabajo, y el accionamiento de giro de servicio pesado es adecuado para altas -velocidad (≤3 rpm), condiciones de trabajo intermitentes y de servicio pesado.
4. Clasificación según la estructura de la composición de la transmisión.
Según la composición del dispositivo de accionamiento, se divide en accionamiento vertical y accionamiento de giro horizontal. La transmisión de giro vertical significa que el motor de tracción y la rueda motriz son verticales, y el motor de tracción está en posición vertical sobre la rueda motriz. Tiene las ventajas de un radio de giro pequeño, un alto nivel de protección, un mantenimiento conveniente, etc., pero un alto costo de fabricación; accionamiento horizontal significa que el motor de tracción y la rueda de desplazamiento son paralelos, y el motor de tracción es principalmente coaxial con la rueda de desplazamiento y es horizontal. Tiene las ventajas de una estructura compacta, simplicidad y baja altura de instalación.
Aplicación de la unidad de giro

Después de comprender qué es la unidad giratoria, echemos un vistazo a su aplicación específica. El reductor giratorio se puede utilizar en ocasiones que requieran rotación de círculo completo y requisitos de velocidad variable. Cuando es necesario lograr una transmisión de potencia de par mayor, una transmisión de movimiento de mayor precisión o la selección de un mecanismo con una estructura de carrocería compacta y un mayor requisito de integración, la unidad de giro es una buena solución.
1. El campo de los vehículos de transporte de vigas
Los componentes centrales del conjunto de giro de camión de viga tradicional utilizan principalmente productos de anillo de giro tradicionales. En comparación con la transmisión giratoria, la corona giratoria no tiene una carcasa exterior y la resistencia a la corrosión no es ideal, y se utilizan cilindros hidráulicos para impulsar la dirección de los neumáticos. En términos del sistema, el rango del ángulo de rotación del neumático también está muy restringido. La selección de un dispositivo de accionamiento giratorio como componente giratorio no solo puede mejorar la resistencia a la corrosión del componente, sino también aumentar el ángulo de dirección de cada grupo de neumáticos.
2. El campo de los vehículos de trabajo aéreo
Los camiones de trabajo aéreo son un área de aplicación importante de la transmisión giratoria. Generalmente, los camiones de trabajo de gran altitud requieren que el anfitrión tenga un factor de seguridad más alto. La alta seguridad del mecanismo de giro (autobloqueo de los engranajes helicoidales) hace que la mayoría de los usuarios lo elijan como accesorio de plataforma de trabajo aérea.Por otro lado, la transmisión de engranajes helicoidales tiene una relación de velocidad de transmisión mayor, de modo que al tiempo que mejora el factor de seguridad del motor principal, también se puede omitir un conjunto de reductores de tornillo sin fin para el motor principal, reduciendo así el costo de fabricación del motor principal.
3. El campo de la generación de energía fotovoltaica
La generación de energía fotovoltaica es un campo de aplicación importante de los accionamientos giratorios. Los módulos solares fotovoltaicos con accionamiento giratorio como parte giratoria pueden ajustar con precisión el ángulo de rotación y elevación del host de acuerdo con las diferentes posiciones del sol durante el día. Los paneles solares están siempre en buenas condiciones. Ángulo de recepción.
4. Generación de energía eólica
Similar a la generación de energía fotovoltaica, la unidad de giro se puede aplicar a la parte de guiñada del generador eólico para realizar la rotación horizontal de 360 ° del mecanismo, a fin de ajustar mejor el ángulo de recepción.
5. El campo de las garras de maquinaria de construcción.
Los equipos auxiliares de maquinaria de construcción son un nuevo campo de aplicación de los accionamientos giratorios. La unidad de giro se utiliza como garra del mecanismo giratorio, lo que hace que la estructura de diseño sea más concisa, lo que es más propicio para el uso y el mantenimiento. Al mismo tiempo, el engranaje helicoidal tiene una relación de reducción mayor, lo que hace que las garras, etc. La precisión de posicionamiento de las ayudas para maquinaria de construcción también se haya mejorado considerablemente.
6. El campo de los robots industriales
Debido a la estructura compacta y la cadena de transmisión corta, el accionamiento de giro es más fácil de lograr una mayor precisión y más fácil de llevar a cabo el control digital, por lo que también se usa ampliamente en el campo de los robots industriales. Recientemente, los robots derivados de AGV (robots móviles), robots de soldadura por puntos, robots de soldadura, robots de soldadura por arco, robots de procesamiento láser, robots de vacío, robots limpios y otras variedades tienen aplicaciones de accionamiento giratorio.